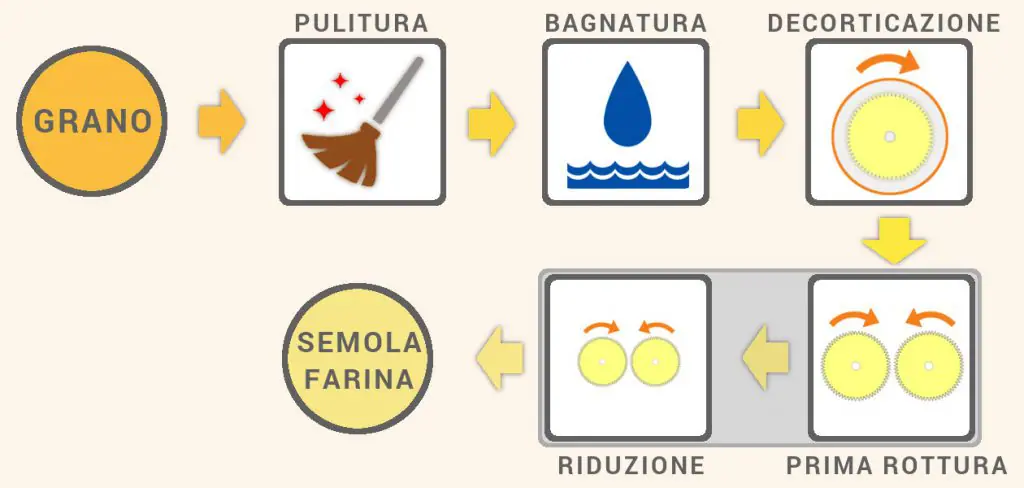




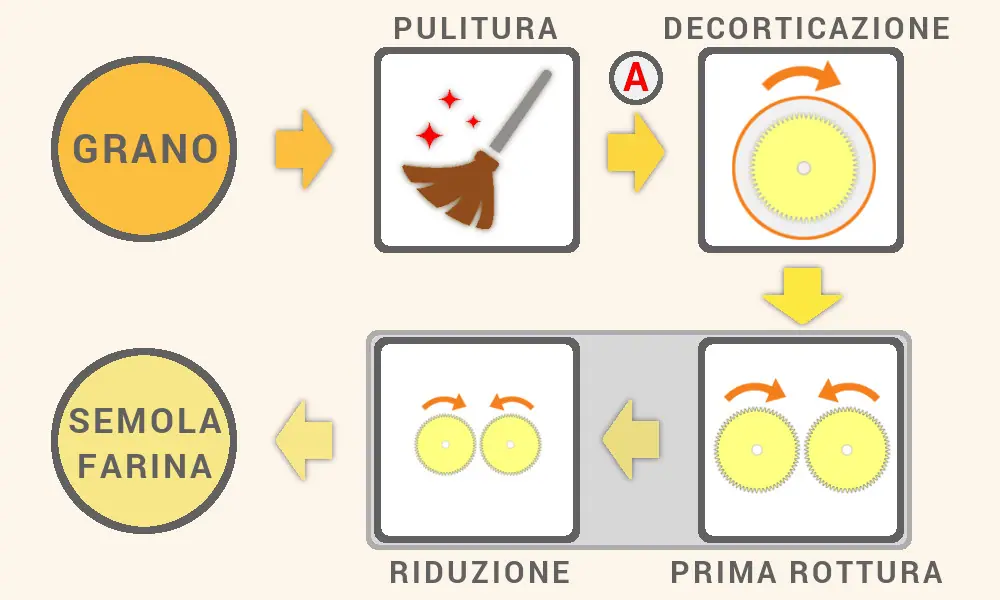
Figura 1. Schema a blocchi generalizzato di un mulino a grano duro/tenero.
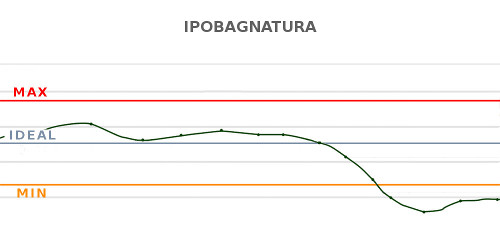
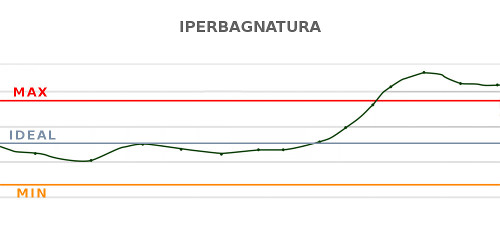
La bagnatura del grano
Il condizionamento, detto anche “rinvenimento“, viene effettuato aggiungendo acqua al grano.
Ci sono diversi motivi per cui il mugnaio bagna il grano:
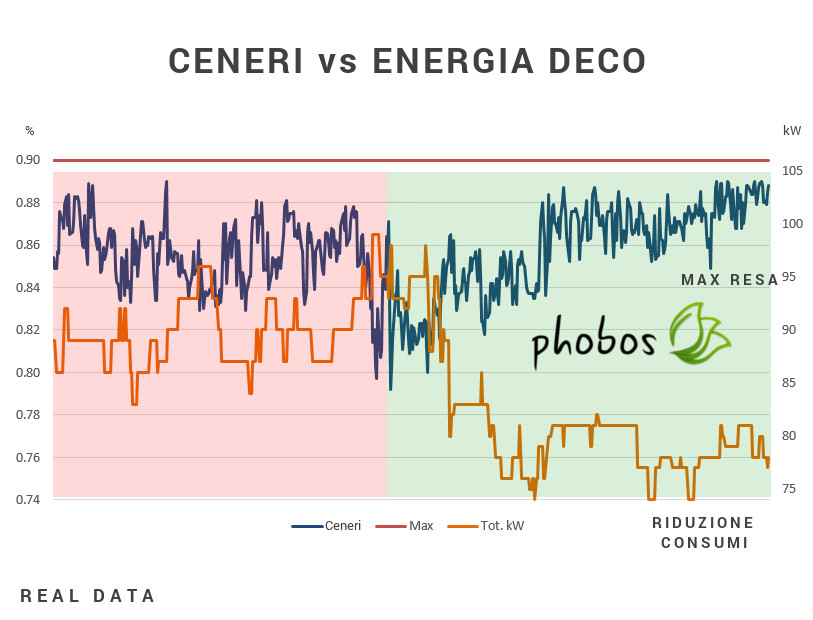
- inumidire la crusca affinchè si sfaldi in modo elastico, evitando quanto più è possibile la contaminazione del prodotto finito in modo da non far alzare eccessivamente il tenore delle ceneri;
- facilitare la separazione della crusca dall’endosperma, ottenendo il massimo della resa;
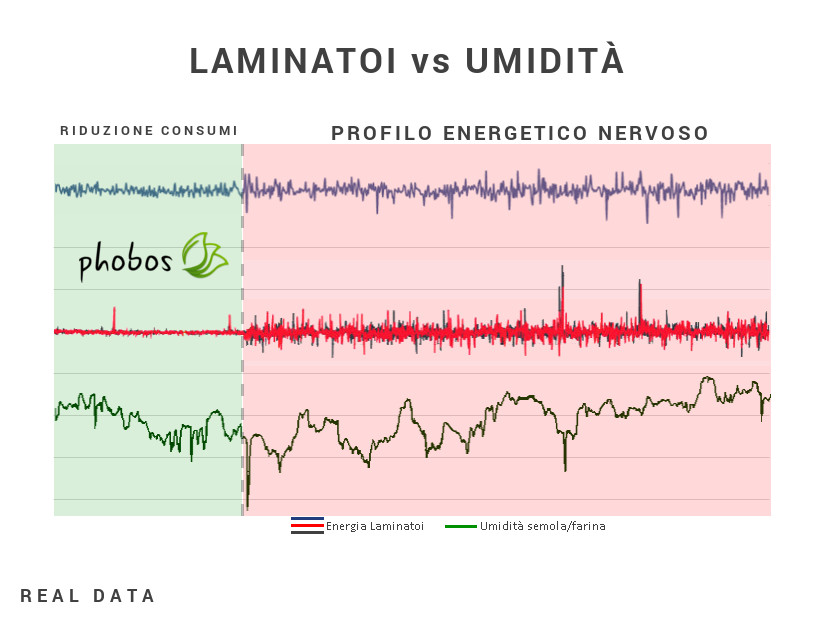
- ammorbidire l’endosperma, per ridurre il consumo di energia dei laminatoi di rottura;
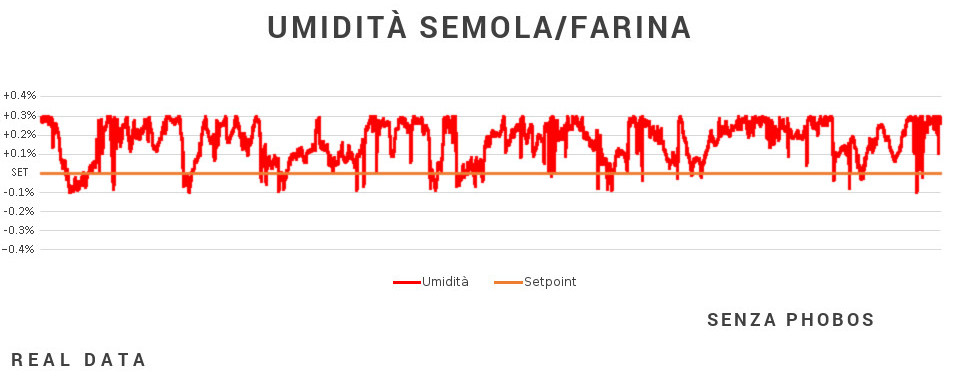
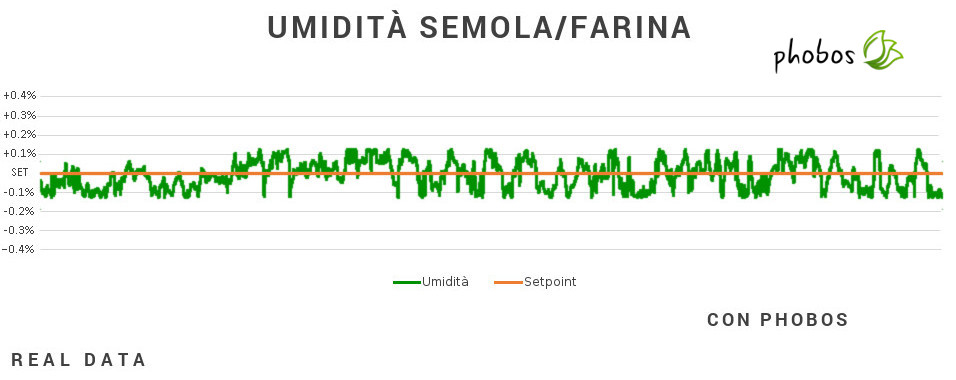
- garantire un valore costante di umidità nella semola/farina indipendentemente dalle condizioni climatiche.